以下是:【铝合金型材】_钢轨用心做好每一件产品的产品参数
以下是:【铝合金型材】_钢轨用心做好每一件产品的图文视频
【铝合金型材】_钢轨用心做好每一件产品,恒永兴金属材料销售
有限公司为您提供【铝合金型材】_钢轨用心做好每一件产品,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,请联系恒永兴金属材料销售
有限公司,发货地:天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到海南省 三亚市 。 海南省,三亚市 2022年,三亚市地区生产总值847.11亿元,同比下降4.5%。
为您精心制作的【铝合金型材】_钢轨用心做好每一件产品产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:【铝合金型材】_钢轨用心做好每一件产品的图文介绍

三亚H型钢
恒永兴金属材料销售
有限公司
三亚H型钢的图文介绍
精品优选专业设计

恒永兴金属材料销售
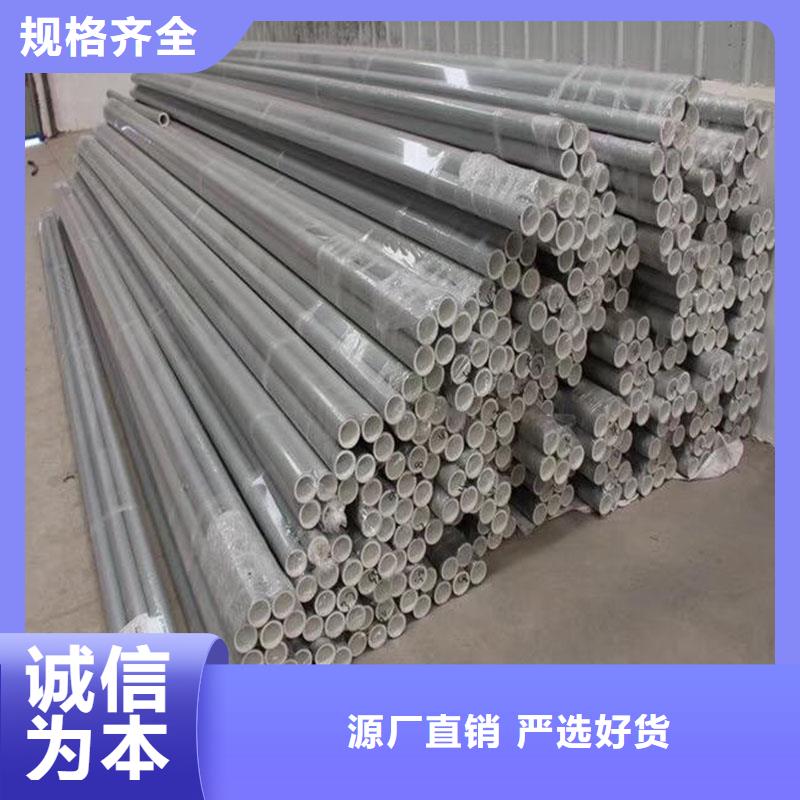
有限公司专注于 海南三亚H型钢的生产、销售。伴随着行业技术的不断革新与应用发展,公司始终走在行业前端,以市场为导向,为客户创造价值,经过多年发展公司现拥有完善的仓储服务保障体系,可做规格齐全,常备库存,现货直发,现场指导,满足全国客户需求。

您是想要在海南省三亚市采购高质量的【铝合金型材】_钢轨用心做好每一件产品产品吗?恒永兴金属材料销售
有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的【铝合金型材】_钢轨用心做好每一件产品产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-18802286588,QQ:554918566,地址:《北辰区双街镇京津路西(北方实业发展有限公司内)》。